Billet machining cuts time to market for Techni
_web")
With the support of Ceratizit UK & Ireland Techni has dramatically cut time to market for its compressor mount kits used for van-based refrigeration and compressed air units.
Techni Ltd is a global-leader in the design and manufacture of cast mount and drive solutions, with its products used across many industry sectors. If you have had a supermarket home delivery, the chilled or frozen products in the van were most likely kept cool by a fridge system that used a Techni compressor mount kit. Or, if you have had need for a mobile tyre fitter or utility vehicle, their compressors would probably have made use of a Techni systems mount kit.
Typically, the compressor brackets are machined from SG iron castings as normal batch sizes make this the most cost-effective method. However, driven by the significant increase in home deliveries due to the Covid pandemic customers have demanded faster turnaround, and volumes in much lower numbers, but more diverse configurations. This has been particularly the case for the American market, which traditionally hasn’t had a strong home delivery culture. This increase in demand for lower volume and fast turnaround posed issues for the casting method of production, which for a new product could take as long as six months to get to market.
“In order to compete we needed to review our methods to reduce these lead times by as much as possible and billet machining was the logical step,” says Ali Kerr Techni’s Manufacturing Engineer who worked on the project. “This is a new road for us to go down and it is one that makes shorter runs, even one-offs, viable to produce as we are eliminating lots of cost, such as fixture design and manufacture, all we need now is a vice and good tooling.” To help with the workholding, tooling and methodology Techni turned to preferred tooling supplier Ceratizit UK & Ireland and Technical Sales Engineer Derrick Jones.
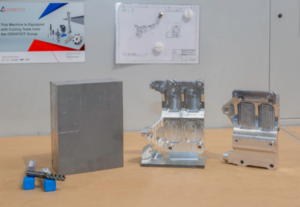
The first stage in the process is to take a 3D scan of the engine bay of the van to be fitted with the system, OE CAD is then required to allow the design Engineers to meticulously design the mount brackets. A big advantage with billet machining is there is no longer any need for the draft angles or runners required for castings, which make the parts much simpler to design. Typically, the brackets can then be produced from an aluminium billet measuring 270mm by 90 mm by 180 mm. To grip these a WNT ZSG 4 Centric vice, mounted on a WNT Zero Point MNG Riser Console. With its maximum gripping force of 35 Nm, unlike some other systems the WNT ZSG 4 vice is able to grip on as little as 3 mm of material without any pre-preparation of the billet. By mounting the vice on the MNG Riser Console access to five-sides of the billet is straightforward and helps to reduce tool overhangs, allowing increased cutting data to be applied. In the case of Techni that 3 mm of material is left in situ after machining rather than removing it with a second operation, saving further time.
With the billet gripped up to 90 per cent of the machining, both roughing and finishing, is carried out using a WNT CircularLine end milling cutter, with CERATIZIT’s extremely wear resistant Dragonskin DLC (Diamond Like Carbon) coating, which provides up to 80 percent of the hardness of natural diamond to protect from damage caused by built-up edges or abrasive alloy accretions to deliver extended tool life and elevated cutting data. In the case of Techni these cutters are being run at a conservative 450 m/min surface speed, 0.2 mm/tooth feed on this 14 mm diameter five flute cutter, with a 10-20 per cent step over. Out of the total 1 hour 45 minute machining cycle the Circularline cutter is engaged for about 95 minutes and after an initial batch of 50 brackets it was still delivering the surface finish results required, helped by the innovative cutter geometry, which is advantageous where the wall thickness is minimal, and where the requirement for a 2mm corner radius is required.
“The help we have received from Ceratizit on this project has been invaluable, and while some elements of billet machining are greater than casting, for example a casting may cost as little as £20, compared to £80 for a billet of aluminium, machining time for a casting is around 20 minutes, not 105 minutes,” says Ali Kerr. “Even with these increased numbers the argument for billet machining is easily won, simply with the reduced time to market, initial cost to create a casting and typically around £2,000 – £10,000 for fixturing. We can now deliver finished machined parts to customers within a week if required, this would compare to four months for a new cast product. This gives us a valuable competitive edge with new customers or projects. In future, with batch quantities up to 300 billet machining will offer a significant advantage and we already have more parts lined up for billet machining.”
In working closely with Ceratizit UK & Ireland Techni has developed a process by which is can respond to new customer demand anywhere in the world in a timely and cost-effective way. “The ZSG 4 vice and MNG zero point system along with the Circularline DLC cutter are popular standard elements of our product portfolio and provide an excellent example of how a highly effective solution to a machining problem can be created with minimum investment or disruption that can take months of a product lead time,” says Derrick Jones, Technical Sales Engineer, Ceratizit UK & Ireland.